Cartridge Case Annealing
The word "anneal" means "soften". In the context of cartridge reloading, it means to take a case with a neck that - due to repeated use - has become hard and brittle and prone to failure, and make it (the neck) malleable again so that the case can be reloaded a number of additional times.
In particular, the case life of bottleneck rifle cartridges that operate at lower pressures - such as the .30-40 Krag, .303 British, and 7.7 Japanese - can be greatly extended by annealing. This article will describe the process, and hopefully correct a few common misconceptions.
Cartridge brass is actually annealed several times during manufacturing. The final annealing occurs after the neck and shoulder are formed. The evidence of this annealing is sometimes apparent on military brass as a multi-hued discoloration on the neck and shoulder (see Figure 1 below). Commercial brass undergoes the same process; however the manufacturers usually polish the brass afterward to remove the discoloration. When we anneal our cases, we are trying to duplicate this final annealing, and return the case neck to its "as manufactured" level of hardness.

Metal Hardness
Depending on composition, metals can be hardened in a variety of ways. Two of the most common methods are quench hardening and work hardening. Quench hardening is accomplished by heating the material to a critical temperature, then rapidly cooling it in air, water, or oil. Steel (and other alloys including some lead alloys) can be quench-hardened, brass cannot. The fact that brass does not quench harden is useful in controlling the amount of annealing that takes place - the annealing process can be instantly halted by dropping the brass into water.
Brass will work harden. Work hardening occurs when metals are forcibly flattened, stretched, bent, hammered, or otherwise deformed. Sometimes work hardening is intentional, such as when an edged tool is made stronger and harder by forging.
Sometimes work hardening is incidental to a manufacturing process, but still beneficial. An example of this is when the case head of a brass cartridge case is strengthened during the forming process.
Sometimes work hardening occurs during use, and changes the properties of the object in a way that is not beneficial. This is what happens to the neck and shoulder of a bottleneck rifle case when it is repeatedly fired and reloaded.
Case Hardness
A brass cartridge case does not feature uniform hardness over its entire length. In order to work properly, different parts of the case are at different stages of hardness. The case head, rim, web, and primer pocket need to be as hard as possible to prevent deformation during firing. These parts of the case do not undergo expansion, and are sufficiently thick to withstand repeated firings without splitting. These parts are made hard during manufacturing, and are not further work hardened by the dies when the case is reloaded.
The main body of the case should be moderately hard. It needs to be pliable enough to quickly expand, but hard and springy enough to contract to the point where the case can be easily extracted from the chamber after firing.
The neck and shoulder should be the softest part of the case. In fact, they should be only about half as hard as the base. A case neck with the proper hardness provides the correct amount of "hold" on the bullet. A batch of cases with good neck tension will deliver more consistent velocity and smaller groups. However, as cases are fired and resized over and over again, they gradually become work hardened and brittle, and will eventually split when fired or during resizing. Fortunately, the work hardening of the case neck can be completely reversed through annealing.
Why Anneal?
Annealing will return work-hardened brass case necks to their original relatively pliable state. This will eliminate neck splits and enable many more reloads from your cases. If done properly, annealing can also tighten up your groups. You probably notice that the groups from multiple-times reloaded cases tend to have more fliers than groups shot with "fresh" brass. A group with a "flier" is a group where most shots are tightly clustered together, but with perhaps one shot out of five a significant distance away from the others. These fliers can be caused by uneven amounts of work hardening occurring on the case; possibly because a particular case mouth was more dented than the rest on ejection, or someone stepped on it, or you double-clutched the sizing die, etc.
Annealing can "reset" the neck hardness on an entire batch of brass back to a consistent starting point, thus improving accuracy.
What are the specifics?
Brass is annealed by heating it to a certain temperature for a certain amount of time. The higher the annealing temperature, the shorter the time required to anneal. The grain structure of the brass begins to change - indicating the start of annealing - at just under 500 degrees Fahrenheit. At 600 degrees F, brass will anneal in one hour. At 800 degrees F, brass will take only a few seconds to anneal.
Only the case necks should be annealed. If the case body or head is allowed to overheat, the case will be completely and irrevocably ruined for reloading. Also, no portion of the case should ever be allowed to reach 950 degrees F. At this temperature, over-annealing will occur, rendering the brass too soft and weak to reload.
As you can see, annealing is a balancing act - the neck must be heated (but not overheated) to the appropriate temperature for the appropriate time, while ensuring that the rest of the case does not reach a temperature that will cause it to soften as well. In addition, your process needs to be very consistent from case-to-case in order to preserve accuracy.
Annealing methods
A review of existing literature reveals several "old-school" methods for case neck annealing including:
- Placing the cases half submerged in water, heating the neck of each case with a torch in a darkened room until it glows a dull red, then knocking the case over in the water to stop the process.
- Dipping the case necks in molten lead heated to 750 degrees F until the molten lead flows freely from the neck.
- Placing the case on the end of a welding rod chucked in a cordless drill and slowly spinning it in a torch flame for a 10-count.
While I suppose that with practice it's possible to get the above methods to work, you would have to be a super-annealing ninja to get repeatable results with any of them.
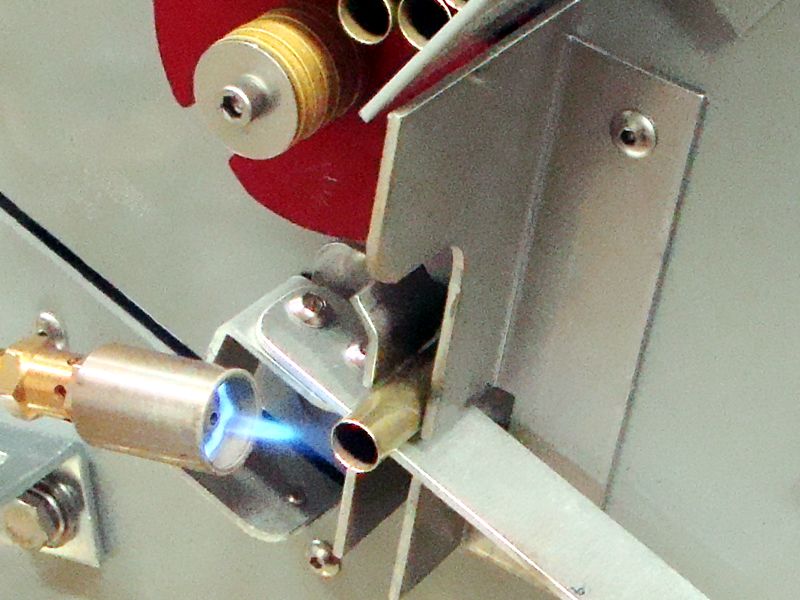
You will get far better and more consistent results if you use an automatic annealing machine such as the one made by the Giraud Tool Company (see Figure 2). This machine features a built-in propane torch head to heat the case, anodized aluminum rollers to feed the cases, and a sliding tray that spins the case in front of the flame for a user-settable period of time, after which the sliding tray will drop the case out of the machine.
The Giraud Annealer has a 'hopper' that can hold several hundred cases. Once it's properly set up, it can run automatically with no operator input. Please note that these machines should not be run unattended because of the open flame.
Like any automated process, the setup of the machine is critical. The important parameters are the size and position of the flame, and the amount of time that the case stays in the flame. According to the instructions, the the inner blue flame should be ½" long, with its tip located ¼" away from the case neck. The manufacturer recommends that for proper annealing, .30-06 sized cases should be exposed to the flame for 8 seconds. This is easily set with a stop watch and the adjustable speed control on the side of the machine.
To verify the setup, a special type of temperature sensitive paint called "Tempilaq" is used to ensure that the cases are properly heated (see Figure 3). Tempilaq paint comes in a variety of different colors, each of which is designed to melt at a specific temperature.

The inside of the neck of a test case is painted with 750 Degree (F) Tempilaq, and the torch angle and machine speed is adjusted so that this paint just melts. This ensures that the case necks will be sufficiently annealed. In addition, a stripe of 425 Degree (F) Tempilaq is applied to the body of a test case to ensure that the temperature of the case body isn't raised enough to anneal it. As long as the 425 degree paint is unmelted halfway down the body, the case has not been over heated.
Once the machine is properly set up, the hopper can be loaded with cases and run until empty. While it's running, the valve on the torch is just barely cracked, so a 1-pound bottle of propane can anneal thousands of cases.
There are some applications where an automatic annealer is absolutely critical to the success of the annealing operation. For example, in a previous article I wrote about forming .300 BLK cases from .223 brass. The annealing step for the .300 BLK case was so tricky that it took me over a dozen sacrificial test cases to get the flame size, flame position, and machine speed set so that the case necks would anneal without overheating the body of the very short case. I can't imagine a way that any of the old-school manual methods could be successful with this caliber.

Final Thoughts
Annealing isn't a normal step in the reloading process. It is used first and foremost to extend the life any rifle case whose typical failure mode is a split neck. If the case's normal failure mode is a loosened up primer pocket or incipient case head separation, annealing won't help.
Annealing is often a necessary step when forming cases for one caliber from different parent brass. Necking-up or necking-down a case can result in a significant work hardening, which can be reset through annealing.
The frequency of annealing can range from never - for cases that either don't need it or have a failure mode other than case neck splits - to every five or so reloads for cases that are full length sized and fired in a rifle with a generously sized chamber.